Протяжные станки


















Протяжные станки представлены на нашем сайте в широком ассортименте, который позволит Вам выбрать и купить оборудование наиболее оптимальное по цене и функционально подходящее для решения новых задач, поставленных на Вашем производстве, или для смены протяжного оборудования, эксплуатация которого на Вашем предприятии становится нецелесообразной, вследствие морального или физического износа.
Протяжные станки отличаются более высокой производительностью, потому что обработка ведется многолезвийным инструментом-протяжкой. На протяжных станках обрабатывают внутренние и внешние поверхности разнообразной формы (рис.1). По конструкции эти станки подразделяют на горизонтальные и вертикальные, по характеру работы они делятся на станки для внутреннего и наружного протягивания. Станки могут быть универсальными и специальными.
На горизонтально-протяжных станках (модель 7А540 и др.) протяжка закреплена горизонтально; деталь упирается в неподвижный корпус станины. Они предназначены в основном для отделки внутренних поверхностей. Вертикально-протяжные станки (модель 774 и др.). Занимают меньшую площадь; протяжка закреплена вертикально на рабочем ползуне, деталь устанавливается на горизонтальном столе, совершающему колебательные движения: после рабочего хода протяжки (вниз) стол отходит от нее, а после холостого хода ( вверх) возвращается в исходное положение.
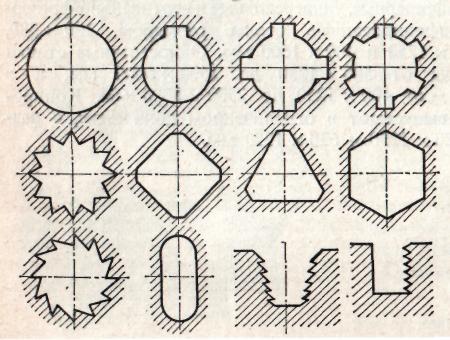
Рис.1 Примеры протяжных работ внутреннего протягивания
Одна из схем протягивания показана на рис.2. Хвостовик протяжки 5 пропускают через отверстие обрабатываемой детали 7 и втулку 8 приспособления 6, установленного в опорной плите 9. Левый конец протяжки закрепляют в автоматическом патроне, состоящем из корпуса 4, специальной втулки 10 с внутренним диаметром, соответствующим протяжке, и двух сухарей 3. В показанном положении пружина 2, распирая деталь 1, связанную со штоком силового цилиндра, и корпус 4, сдвигает сухари 3, вследствие чего последние захватывают хвостовик протяжки. Когда протяжка перемещается влево, происходит обработка отверстия. Во время холостого хода протяжка возвращается в исходное положение. Корпус 4, подойдя к приспособлению 6, упирается в него и останавливается. Шток поршня и муфта 1, продолжая движение и сжимая пружину 2, сдвигают втулку 10 вправо, сухари 3 попадают в выточку а, и движение прекращается. Теперь хвостовик протяжки можно свободно вытащить из отверстия втулки 10, вставить в следующую деталь и, установив снова, начинать обработку.
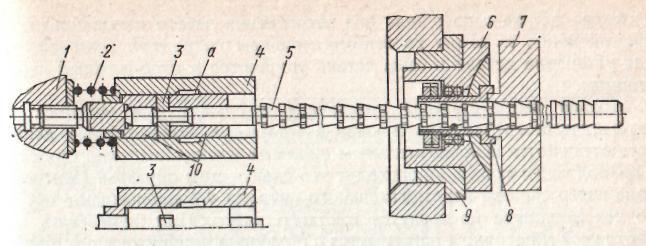
Рис. 2 Схема протягивания
Горизонтальные протяжные станки
Отечественное станкостроение выпускает горизонтальные протяжные станки с наибольшей тяговой силой 25-980 кН (2,5 — 100 тс) при наибольшем ходе каретки 1—2 м.
В полой части сварной станины (рис.3.) 1 коробчатой формы смонтированы основные агрегаты гидравлического привода, являющегося основным для этого вида станков. Слева расположен силовой цилиндр 2. Шток поршня связан с рабочими салазками, которые, перемещаясь в направляющих вдоль оси станка, служат дополнительной опорой. На конце штока насажена втулка с патроном для закрепления левого конца протяжки 3; правый конец ее зажат во вспомогательном патроне 4. Приспособление для установки детали и сама деталь упираются в неподвижный корпус 5 станины.
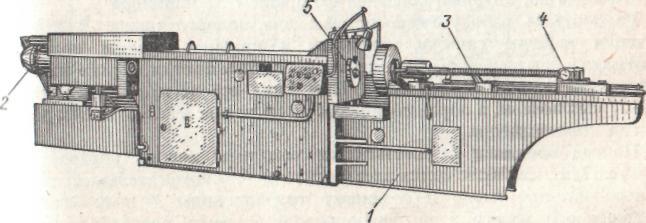
Рис.3. Горизонтальный протяжный станок.
Правая часть станины приставная и служит для монтажа узлов автоматического подвода и отвода протяжки. Необходимые движения осуществляются вспомогательным силовым цилиндром, смонтированным в правой части станка. Происходит это следующим образом. При рабочем ходе влево салазки вспомогательного патрона 4 сопровождают протяжку до тех пор, пока не коснутся жесткого упора. При этом связь между протяжкой и патроном прерывается с помощью подпружиненного кулачка. После этого происходит рабочий ход, осуществляемый силовым цилиндром 2. При обратном ходе задний хвостовик протяжки, снова входит во вспомогательный патрон и толкает его вправо в исходное положение. Станок работает с полным и простым циклом.
При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход; настроенный рабочий ход - замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе осуществляется замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Вертикальные протяжные станки для внутреннего и наружного протягивания.
Вертикальные протяжные станки (рис. 4.) для внутреннего протягивания выпускаются заводами отечественного станкостроения с наибольшей тяговой силой 25 — 785 кН (2,5-80 тс) при наибольшем ходе каретки 0,8 — 1,25 м, мощностью 7 — 75 кВт.
На рис. 8 показан вертикальный протяжной станок. На основании 1 установлена тумба 2, на которой смонтирован стол 3. На столе в приспособлениях устанавливают и закрепляют обрабатываемые детали. Протяжки при помощи инструментальных плит закрепляют в каретке 5, перемещающейся в вертикальных направляющих станины б. При ходе протяжки вниз осуществляется рабочий ход, при ходе вверх — холостой ход. Станина — сварная, коробчатой формы, с внутренними ребрами жесткости. Каретка 5 представляет собой чугунную отливку с направляющими в форме ласточкина хвоста. Сзади станины располагается гидропривод 7 станка и система охлаждения 4.
Станок сдвоенный, он имеет два стола и две каретки. Работа кареток согласована: если с одной стороны совершается рабочий ход, то с другой — холостой ход. Рабочие каретки и столы приводятся в движение при помощи гидропривода.
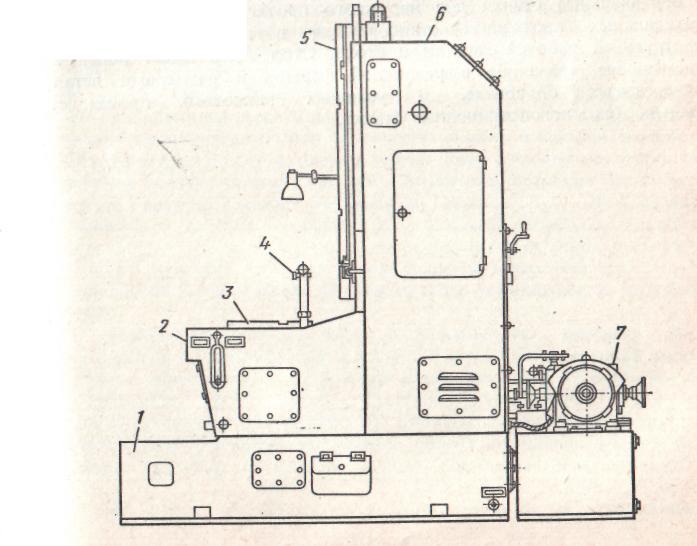
Рис.4. Вертикальный протяжной станок.

Детали, обработанные наружным протягиванием.
Отечественная промышленность выпускает протяжные станки для наружного протягивания с наибольшей тяговой силой 25 — 390 кН (2,5 — 40 тс) при наибольшем ходе каретки 0,8 — 1,25 м, мощностью 7 — 40 кВт. На рис. 54 представлены некоторые детали, обработанные наружным протягиванием. Жирными линиями показаны протягиваемые поверхности.
Вертикальные станки для наружного - протягивания отличаются от вертикальных протяжных станков для внутреннего протягивания конструкцией рабочей каретки и стола. Стол здесь имеет поперечное перемещение, связанное с различной формой и размерами деталей, подвергаемых обработке. В условиях массового производства применяются многопозиционные станки.
В нашей компании Вы можете купить вертикальные и горизонтальные протяжные станки отечественных и зарубежных производителей по выгодным ценам. Наиболее подходящий вариант Вам смогут подобрать специалисты отдела продаж.
Вопрос: Для чего нужно УЦИ (устройство цифровой индикации) на станках?
Ответ: УЦИ - это электронные устройства, способные принимать данные, передаваемые системами промышленной автоматизации, и отображать их в виде чисел, надписей или графики на ...
Подробнее
Вопрос: Что такое пусконаладочные работы (ПНР) токарного станка и что включают
Ответ:
1. Проведение визуального осмотра станка, его механической и электрической частей для обнаружения возможных поломок, возникших при доставке станка к Покупателю. 2. Проверка установки токарного станка ...
Подробнее
Вопрос: Какое машинное масло заливать в станки JET, ПРОМА, KNUTH, STALEX, OPTIMUM, SILOMA, PILOUS, UMT?
Ответ:
Согласно инструкции рекомендуются масла импортного производства. Но отлично подойдут машинные индустриальные масла российского производства марки .....
Подробнее