Производитель:ШЛИФВЕРСТ
Станок для шлифовки шеек коленчатых валов 3Д4230



Цена 4 950 000 р.
8 (800) 775-16-64
8 (499) 372-31-73
8 (499) 372-31-73
Назначение и устройство станка для шлифовки коленвалов 3Д4230
Круглошлифовальный станок 3Д4230 отечественного производства продолжает линейку таких станков как 2А423, 2В423, 3Д423 и используется для шлифования и перешлифовки (при ремонте) коренных и шатунных шеек коленвалов, имеющих длину, не превышающую 1600 мм и вес 150 кг тракторных, тепловозных и автомобильных ДВС ( двигателей внутреннего сгорания). Станок также позволяет обрабатывать и другие изделия, имеющие вид «кривошип». Шлифование производится при ручной врезной подаче шлифовального круга. На станках можно производить шлифование гладких цилиндрических и конических поверхностей с углом конусности до 3°30'. Шлифовка коренных шеек коленчатых валов осуществляется как в центрах, так и в патронах, шатунных шеек — только в патронах.
Коленчатый вал должен быть предварительно сбалансирован совместно с передней и задней бабками. Балансировка детали при обработке шатунных шеек производится с помощью подвижных грузов, которые размещены в нерабочей зоне станка. При шлифовальных работах на тяжелых деталях используется дополнительный груз, который закрепляется на планшайбе патрона.
Станки 3Д4230 находят широкое применение на авторемонтных заводах, в автопарках и других предприятиях, занимающихся восстановлением коленчатых валов, производящих ремонт двигателей внутреннего сгорания легковых и грузовых автомобилей, тракторов, минитракторов, мотоблоков, компрессоров и другой техники.
Класс точности шлифовальных станков по ГОСТ 8—82Е: ЗД4230 - В, ЗД4230А - А.
Расположение основных частей круглошлифовальных станков 3Д4230

Список основных частей станка для шлифовки коленвалов 3Д4230
- Станина
- Шлифовальная бабка
- Гидравлическое управления
- Механизм ручного перемещения стола
- Механизм поперечной подачи
- Бабка передняя
- Бабка задняя
- Кожух шлифовального круга
- Охлаждение
- Фланец шлифовального круга
- Прибор правки
- Ограждение
- Электрооборудование
- Патрон левый
- Патрон правый
Расположение органов управления станка 3Д4230

Перечень органов управления шлифовального станка 3Д4230
- Маховик поперечной подачи шлифовального круга
- Рукоятка толчковой подачи шлифовального круга
- Механизм ручного перемещения стола
- Рукоятка гидравлического перемещения стола, быстрого отвода и подвода шлифовальной бабки
- Пульт управления
- Рукоятка отвода пиноли задней бабки
- Механизм вертикального перемещения левого патрона
- Механизм вертикального перемещения правого патрона
- Рукоятка фиксации планшайбы передней бабки
- Рукоятка фиксации планшайбы задней бабки
- Рычаг реверса стола
- Кран охлаждающей жидкости
- Гидропанель стола
- Дроссель скорости стола
- Шестигранник под ключ для включения муфты привода изделия
Порядок установки круглошлифовального станка 3Д4230
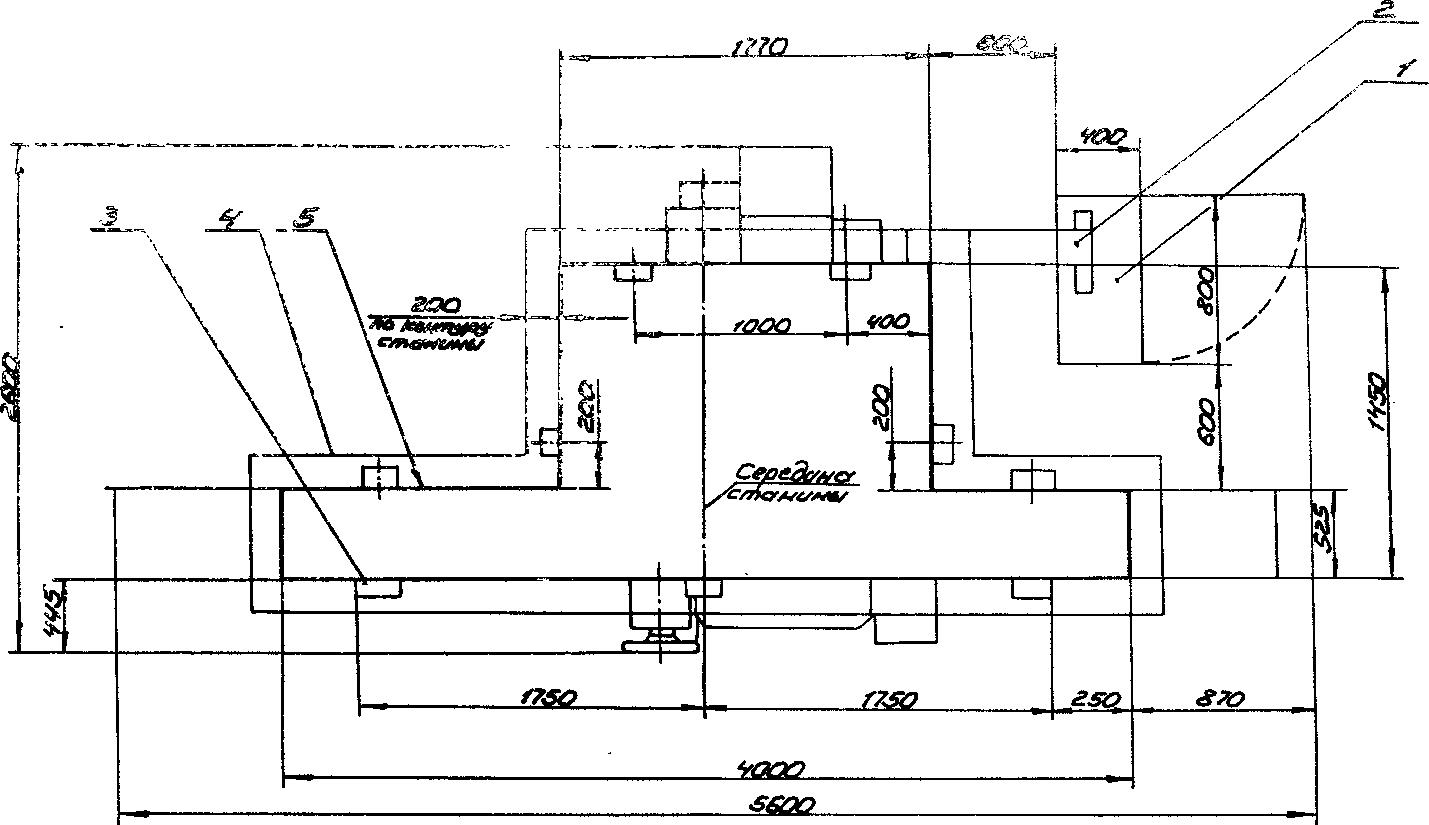
ПОРЯДОК УСТАНОВКИ:
Распаковка.
Станок вместе с комплектующими приспособлениями и инструментом транспортируется в одном упаковочном месте.
Вскрытие упаковки производить осторожно, чтобы не повредить станок.
После распаковки проверить состояние станка и комплектность по 3Д4230.00000РЭ2 «Комплектность».
Транспортирование
Схема транспортировки станка краном
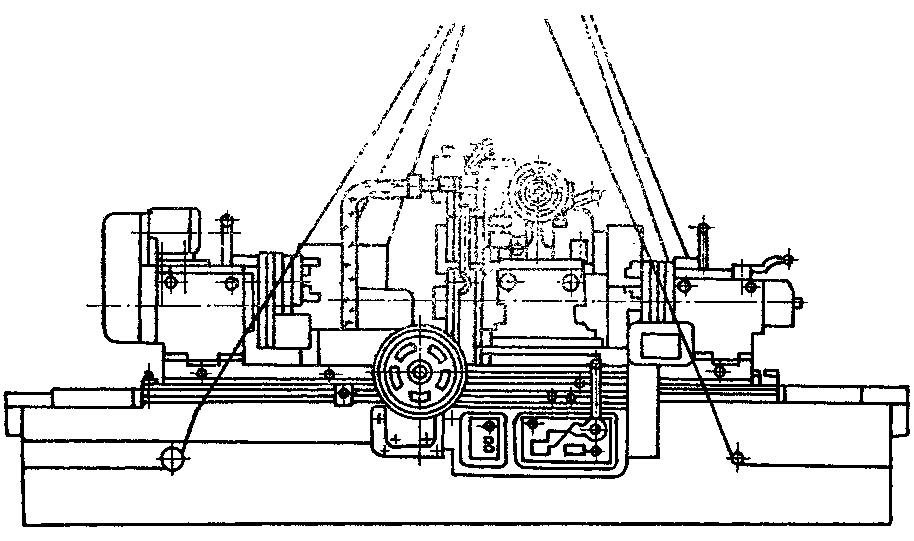
Для подъема распакованного станка краном применяются две стальные штанги диаметром 70…75 мм, которые пропускаются через отверстия в станине, две цапфы, закрепленные на тумбе станины и стальные тросы диаметром не менее 20 мм.
Масса станка без электрошкафа 7300 кг.
Перед подъемом необходимо подложить деревянные бруски под тросы в тех местах, где они соприкасаются с окрашенными поверхностями или острыми кромками деталей.
Тросы не должны входить в соприкосновение с выступающими частями или подвижными узлами во избежание поломки.
При транспортировке станка краном к месту установки необходимо следить, чтобы он был плавно опущен на фундамент, так как сильные удары и сотрясения могут привести к серьезным повреждениям и нарушению точности работы станка.
При транспортировке шлифовальная бабка и столы должны быть закреплены на своих направляющих планками. Крепежные планки следует снимать только после доставки станка на место его установки,
Перед установкой необходимо тщательно очистить антикоррозионную смазку с обработанных поверхностей. Удаление смазки сначала производить деревянной лопаткой» а оставшуюся смазку удалить с труппных поверхностей чистыми салфетками, смоченными керосином или уайт-спиритом.
Не следует пользоваться для этого концами, оставляющими волокна на очищаемых поверхностях, или металлических предметах, которые могут повредить направляющие и другие очищаемые поверхности.
Роликовые направляющие шлифовальной бабки промыть и обильно смазать смазкой ЦИАТИМ-201 ГОСТ 6267 —74.
Монтаж шлифовального станка 3Д4230
Место для фундамента не следует выбирать вблизи источников тепла и мощных источников вибрации грунта.
Колебание температуры в помещении должно быть минимальным- Станок устанавливают на бетонном фундаменте. Глубина заложения фундамента зависит от грунта, но должна быть не менее 400 мм. Размеры фундамента в плане должны быть такими, чтобы кромка фундамента выступала на 150 — 200 мм относительно контура станины со всех сторон.
Станок должен быть установлен на расстоянии не менее 600 мм от стен колонн и расположенного рядом оборудования.
После доставки станка на место установки снимаются планки крепления столов и шлифовальной бабки. Окончательно удаляется антикоррозионная смазка с наружных поверхностей и направляющих станины.
Очищенные обработанные поверхности вытереть насухо и слегка смазать машинным маслом.
Станок на фундаменте должен быть выверен по уровню в горизонтальной плоскости в продольном и поперечном направлениях с точностью до 0,02 мм на длине 1000 мм.
Для этого пользуются точным спиртовым уровнем.
Установку по уровню необходимо выполнить следующим образом:
приподнять станок краном и подложить под основание станины установочные башмаки;
опустить станок на место и равномерно подтянуть винтами башмаки или забить клинья до достижения требуемой точности установки в продольном и поперечном направлениях;
установить уровень в поперечном направлении примерно посредине стола и передвинуть стол маховичком механизма перемещения в одно из крайних положений, заметить показания уровня и передвинуть стол в другое положение;
проверить показания уровня;
поставить уровень в поперечном направлении на край стола и повторить проверку показания в двух крайних положениях стола. Затем проделать то же, установив уровень на другой конец стола, после этого установить уровень в продольном положении и повторить проверку;
производить проверку показаний уровня через небольшие интервалы хода стола. Если показания уровня изменяются, устранить погрешность установки соответствующими башмаками.
После выставки станка залить под станину цементный раствор так, чтобы он обеспечивал надежную опору для всех поверхностей подошвы станины.
Следует обеспечить доступ к установочным башмакам.
После окончательного затвердения цементного раствора повторить проверку установки станка по уровню. Заземлить станок и подключить к цеховой электросети, как указано в руководстве по электрооборудованию. Установить снятые на время транспортировки узлы станка, как это показано на схеме.
Предлагаем купить новый или после капремонта станок для шлифовки шеек коленчатых валов 3Д4230 по цене производителя.
Технические характеристики станка для перешлифовки шеек коленвалов 3Д4230
| Параметр | Значение |
|---|---|
| Наибольший диаметр вращения устанавливаемого изделия, мм | 580 |
| Наибольшая длина устанавливаемого изделия в центрах, мм | 1600 |
| Наибольшая длина устанавливаемого изделия в патронах, мм | 1450 |
| Наибольший диаметр шлифования без люнета, мм | 200 |
| Наибольший диаметр шлифования в люнете, мм | 130, 200 |
| Наименьший диаметр шлифования в люнете, мм | 25 |
| Расстояние от оси шпинделя передней бабки до зеркала стола - высота центров, мм | 300 |
| Наибольшая длина шлифования, мм | 1600 |
| Наибольший радиус кривошипа, мм | 110 |
| Наибольшая масса обрабатываемого изделия, кг | 160 |
| Станина и столы станка | |
| Наибольшее продольное перемещение стола от руки/ от гидравлики, мм | 1600/ 1600 |
| Скорость перемещения стола от гидросистемы наименьшая/ наибольшая, м/мин | 0,2/ 5,0 |
| Ручное замедленное/ ускоренное перемещения стола за один оборот маховика, мм | |
| Шлифовальная бабка | |
| Наибольшее перемещение шлифовальной бабки, мм | 175 |
| Диаметр шлифовального круга - наименьший/ наибольший, мм | 750/ 900 |
| Диаметр шлифовального круга - посадочный, мм | 305 |
| Наибольшая высота устанавливаемого круга, мм | 63 |
| Частота вращения шпинделя шлифовальной бабки, об/мин | 740 |
| Окружная скорость шлифовального круга, м/с | 35 |
| Механизм поперечных подач шлифовальной бабки | |
| Наибольшее перемещение шлифовальной бабки по винту, мм | 175 |
| Быстрый подвод шлифовальной бабки, мм | 100 |
| Точность обработки - конусность, мкм | 2,5 |
| Точность обработки - овальность, мкм | 2,5 |
| Передняя бабка | |
| Частота вращения изделия (при частоте тока 50 Гц), об/мин | 30; 60; 85; 174 |
| Количество скоростей вращения изделия | 4 |
| Привод и электрооборудование станка | |
| Количество электродвигателей на станке | 7 |
| Электродвигатель шпинделя шлифовальной бабки М1, кВт | 11,0 |
| Электродвигатель насоса системы охлаждения М2, кВт | 0,25 |
| Электродвигатель магнитного сепаратора М3, кВт | 0,09 |
| Электродвигатель основного насоса гидросистемы М4, кВт | 2,2 |
| Электродвигатель насоса системы смазки шпинделя М5, кВт | 0,09 |
| Электродвигатель насоса системы смазки направляющих стола М6, кВт | 0,09 |
| Электродвигатель привода изделия М7, кВт | 1,7 |
| Суммарная мощность электродвигателей, кВт | 14,63 |
| Габаритные размеры и масса станка | |
| Габаритные размеры станка (длина х ширина х высота), мм | 5600 х 2600 х 1900 |
| Масса станка с электрооборудованием и охлаждением, кг | 7500 |
| Класс точности по ГОСТ 8-71 | В/А |
Комплект поставки, входит в цену, станка 3Д4230 (аналог 2А423, 2В423, 3Д423)
- настольные правильные приборы для правки шлифовального круга по периферии;
- настольные правильные приборы для правки шлифовального круга по радиусам;
- приспособления для установки шлифуемых шеек коленчатого вала в горизонтальной и вертикальной плоскостях;
- накидная измерительная скоба для замера изделий на ходу;
- индикаторная стойка для контроля биения шлифованной шейки;
- слесарно-монтажный инструмент;
- фланец шлифовального круга;
- башмаки, люнеты, хомутик для заготовки, поводок, центры;
- устройство для деления и угловой ориентации шейки коленчатого вала на станке в конструкции патрон;
- инструкция по эксплуатации.
Станок 3Д4230 - где купить, оплата, доставка, гарантия
Цена на станок для шлифовки шеек коленвалов 3Д4230 указана на нашем сайте с НДС для стандартного комплекта поставки.
Купить шлифовальный станок 3Д4230 несложно - достаточно позвонить на указанные ниже телефоны.
Продажа круглошлифовального станка модели 3Д4230 производится нашей компанией при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия и прописанный в Договоре поставки.
Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО "Деловые Линии", ООО "ПЭК", "Байкал-Сервис", ООО "Желдорэкспедиция" и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании.
Расходы по транспортировке груза оплачивает Покупатель, если иное не оговаривается и не указывается в Договоре поставки.
Гарантия на новый или после капремонта станок для перешлифовки шеек коленвалов 3Д4230 - 12 мес.
Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а точную стоимость оборудования уточняйте у наших специалистов отдела продаж!
Если Вам необходимо купить Станок для шлифовки шеек коленчатых валов 3Д4230 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 276-70-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок для шлифовки шеек коленчатых валов 3Д4230 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта - мы сами Вам перезвоним.












Вопрос: Как расшифровываются марки фрезерных станков 6Р82Ш, 6Т82Ш, 6Т82ШФ1, 6Д82Ш, 6М82Ш
Ответ:
6Р82Ш — цифра 6 обозначает группу - фрезерные станки; Р — указывает на поколение в линейке станков завода-изготовителя; 8 — относится к горизонтальному типу...
Подробнее
Вопрос: Сколько стоит токарный станок по металлу
Ответ: Токарные станки могут значительно отличаться габаритами, весом, сложностью устройства и наличием или отсутствием системы ЧПУ, а также страной происхождения. От этого зависит цена, и она может отличаться очень сильно...
Подробнее
Вопрос: Чем продольно-строгальные станки отличаются от поперечно-строгальных
Ответ:
К продольно-строгальным станкам относится оборудование, у которого главным движением является перемещение рабочего стола с заготовкой. У поперечно-строгальных станков...
Подробнее