Строгальные станки





Строгальные станки представлены на нашем сайте в широком ассортименте, который позволит Вам выбрать и купить оборудование наиболее оптимальное по цене и функционально подходящее для решения новых задач, поставленных на Вашем производстве, или для смены строгального оборудования, эксплуатация которого на Вашем предприятии становится нецелесообразной, вследствие морального или физического износа.
Строгальные станки подразделяются на продольно-строгальные (одно – и двухстоечные) и поперечно-строгальные. Главное движение у продольно-строгальных станков сообщается заготовке, а в поперечно-строгальных — инструменту. Станки эффективны при обработке длинных узких поверхностей, особенно сквозных, прямых канавок и пазов; получают на них и фасонные линейные наружные поверхности. Преимуществом строгальных станков по сравнению с фрезерными является простота конструкции инструмента, что важно для единичного и мелкосерийного производства.
1. Продольно – строгальные станки
Размерной характеристикой продольно-строгальных станков являются наибольшие размеры обрабатываемых деталей (ширина х длина х высота). Промышленность выпускает станки от 630 х 2000 х 550 до 5000 x 12 500 x 4500 мм. Станки размером до 1600 х 6300 х 1250 мм включительно выпускаются в одностоечном исполнении. У продольно-строгальных станков подвижной частью является стол с закрепленной на нем заготовкой. В зависимости от устройства поперечины различают одностоечные и двухстоечные станки. Первые применяют для обработки крупных деталей, ширина которых выходит за пределы расстояния между колоннами станков двухстоечного исполнения.
Продольно-строгальные станки применяют для обработки горизонтальных, вертикальных и наклонных плоскостей крупных деталей (станин, корпусов, рам и т.д.) или для одновременной обработки нескольких последовательно закреплённых мелких деталей. Длина обрабатываемой поверхности составляет 1,5-15 м. У данных станков поступательно-возвратное движение совершает обрабатываемая деталь, а резец - периодическую подачу в поперечном направлении.
Одностоечный продольно-строгальный станок показан на рис.1. Основными узлами этого станка являются стол (3), станина (2) и траверса (5). По траверсе перемещаются два вертикальных суппорта (4) и (6), а по вертикальным направляющим станины – боковой суппорт (1). Главное рабочее движение сообщается от электродвигателя (9) с помощью червячно-реечной передачи столу (3), а движение подачи – суппортам.
Перемещение суппортов по направляющим траверсы и станины осуществляется предусмотренными для этой цели отдельными электродвигателями. Траверса (5) имеет ускоренное перемещение вверх и вниз по станине, осуществляемое электродвигателем (7). Управление станком сосредоточено на пульте (8), смонтированном на гибком шланге, который можно расположить в любом месте.
Двухстоечный продольно-строгальный станок изображен на рис. 2. Станок состоит из следующих основных узлов: станины, стола, портала, привода стола, поперечины, суппортов, коробок подач, системы смазки и электрооборудования. К станине прикреплены две стойки — правая и левая, скрепленные между собой перекладиной. Две стойки и балка образуют портал. На перекладине смонтирован механизм подъема поперечины.
Поперечина перемещается по направляющим стоек. На направляющих поперечины установлены правый и левый верхние суппорты. На правом торце поперечины расположена коробка подач верхних суппортов, на левом торце — коробка дублирования управления верхних суппортов; сзади поперечины смонтирован механизм зажима поперечины.
По направляющим правой стойки перемещается каретка, на которой смонтирован боковой суппорт и его коробка подач.
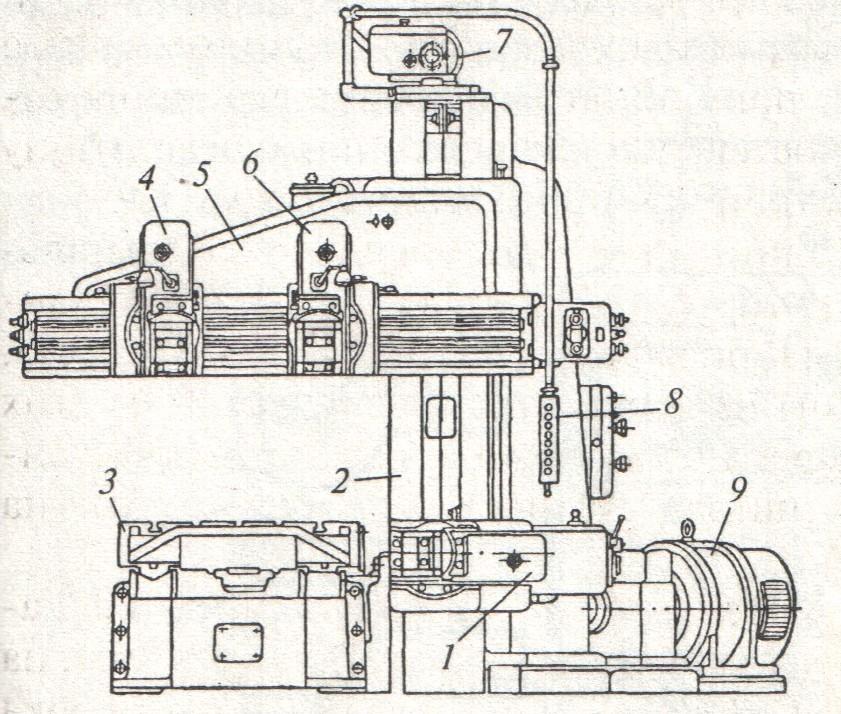
Рис. 1 Одностоечный продольно-строгальный станок
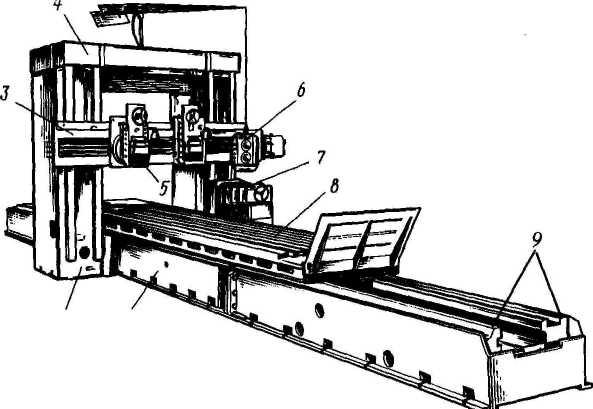
Рис. 2 Двухстоечный продольно-строгальный станок
2. Поперечно-строгальные станки
Характерным размером поперечно-строгальных станков является длина хода ползуна, которая составляет 200 — 2400 мм. Станки с большим ходом ползуна (св. 1500 мм) не имеют подвижного стола, станки с длиной хода 700—1000 мм - гидрофицированы.
Поперечно-строгальные станки применяют в единичном и мелкосерийном производстве для обработки поверхностей небольших заготовок. На заготовках строгают вертикальные, горизонтальные и наклонные плоскости, прямоугольные и фасонные канавки на плоскостях и цилиндрах, другие сочетания плоскостей и линейчатых поверхностей.
Компоновка поперечно-строгальных станков простая и компактная, при которой обрабатываемая заготовка неподвижна в процессе резания, а резец, закрепленный в ползуне, совершает возвратно-поступательное движение. Общий вид поперечно-строгального станка показан на рис. 3. На станине 1 установлены и закреплены все узлы станка. По горизонтальным направляющим станины перемещается ползун 7, совершающий возвратно-поступательное движение с помощью кулисного механизма или от гидроцилиндра. На левом конце ползуна закреплен суппорт 6, состоящий из поворотного круга, салазок, поворотной и откидной доски 5 с резцедержателем. Суппорт вместе с резцом может перемещаться в вертикальном или наклонном направлении. Наклонное перемещение обеспечивается поворотом суппорта относительно горизонтальной оси. Резцедержатель может откидываться под воздействием шарнира, тем самым обеспечивается свободное скольжение резца по заготовке при холостом ходе ползуна. Траверса 4 со столом 3 устанавливается на вертикальных направляющих станины в соответствии с высотой заготовки. Стол служит для установки на нем обрабатываемой заготовки; он перемешается по траверсе в горизонтальной плоскости и сообщает заготовке поперечную подачу. Для большей жесткости стол дополнительно закрепляется в стойке 2.
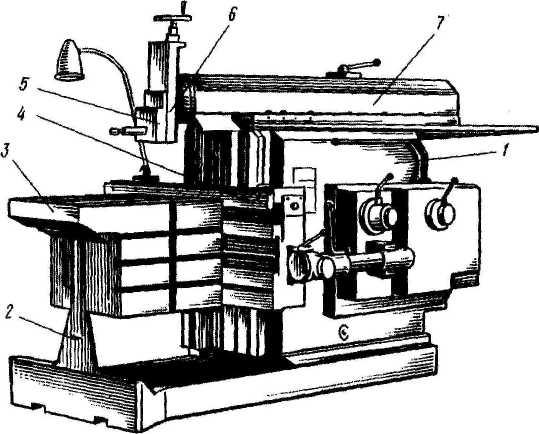
Рис.3 Поперечно-строгальный станок
В компании Станочный Мир Вы можете купить новые строгальные станки отечественных и зарубежных производителей по выгодным ценам. Наиболее подходящий вариант Вам смогут подобрать специалисты отдела продаж.
Вопрос: Для чего нужно УЦИ (устройство цифровой индикации) на станках?
Ответ: УЦИ - это электронные устройства, способные принимать данные, передаваемые системами промышленной автоматизации, и отображать их в виде чисел, надписей или графики на ...
Подробнее
Вопрос: Что такое пусконаладочные работы (ПНР) токарного станка и что включают
Ответ:
1. Проведение визуального осмотра станка, его механической и электрической частей для обнаружения возможных поломок, возникших при доставке станка к Покупателю. 2. Проверка установки токарного станка ...
Подробнее
Вопрос: Какое машинное масло заливать в станки JET, ПРОМА, KNUTH, STALEX, OPTIMUM, SILOMA, PILOUS, UMT?
Ответ:
Согласно инструкции рекомендуются масла импортного производства. Но отлично подойдут машинные индустриальные масла российского производства марки .....
Подробнее