Основные типы фрезерных станков и их компоновка

Типы фрезерных станков
Фрезерованием обрабатывают различные по форме и размерам детали со сложными поверхностями. Все это обусловливает большое конструктивное разнообразие фрезерных станков. Различают станки консольно-фрезерные (универсальные, горизонтальные, широкоуниверсальные, вертикальные); продольно-фрезерные (одно- и двухстоечные); фрезерные непрерывного действия (барабанные и карусельные); копировально-фрезерные и гравировально-фрезерные; бесконсольные вертикально-фрезерные и разные (шпоночно-фрезерные, фрезерно-центровальные, торцефрезерные и др.).
На рис. 1—16 изображены основные виды компоновок фрезерных станков, перечисленных выше, (стрелками указаны рабочие движения). Отличительной особенностью консольно-фрезерных станков является наличие консоли, которая несет на себе каретку со столом и перемещается по направляющим станины в вертикальном направлении. На фрезерных станках консольного типа удобно вести наблюдение за обработкой, так как перемещением консоли можно обеспечить необходимое положение фрезеруемой поверхности. Станки имеют удобное ручное управление, универсальны. Универсальность станков расширяется при применении различных приспособлений, позволяющих кроме фрезерования выполнять операции сверления, зенкерования, развертывания и др. Однако наличие консоли снижает жесткость станка, точность обработки и ограничивает массу деталей, обрабатываемых на станке.
Компоновки фрезерных станков
Универсально-фрезерный станок (рис. 1) имеет горизонтально расположенный шпиндель и предназначен для обработки фрезерованием разнообразных поверхностей на небольших и нетяже.лых. деталях в условиях единичного и серийного производства. Обработку ведут цилиндрическими, дисковыми, угловыми, концевыми, фасонными, торцовыми фрезами. На этом станке можно обрабатывать вертикальные и горизонтальные фасонные и винтовые поверхности, пазы и углы. Фрезерование деталей, требующих периодического деления или винтового движения, выполняют с использованием специальных делительных приспособлений.
На станине 2 смонтированы все основные узлы станка. Внутри станины размещены шпиндельный узел и коробка скоростей. Для поддержания оправки с фрезой служит хобот 7 с серьгами 8. По вертикальным направляющим станины перемещается консоль 3, несущая коробку подач 1.

Рис. 1. Универсальный фрезерный станок

Фото универсального фрезерного станка STALEX X6132
По направляющим консоли в поперечном направлении движутся салазки 4 с поворотным устройством 5, которое несет продольный стол 6 и позволяет поворачивать стол вокруг вертикальной оси на 450 в обе стороны, благодаря чему стол может перемещаться в горизонтальной плоскости под разными углами к оси шпинделя.
Горизонтально-фрезерный станок отличается от универсально-фрезерного станка отсутствием поворотного устройства, т. е. стол станка может перемещаться только перпендикулярно или вместе с салазками параллельно оси шпинделя.

Фото горизонтально-фрезерного станка 6Т82Г
Широкоуниверсальный фрезерный станок (рис. 2) в отличие от горизонтально-фрезерного станка имеет еще одну шпиндельную головку 1, смонтированную на выдвижном. хоботе, которую можно поворачивать под любым углом в двух взаимно перпендикулярных плоскостях. Возможна раздельная и одновременная работа обоими шпинделями.

Рис.2. Широкоуниверсальный фрезерный станок

Фото широкоуниверсального фрезерного станка 6Т82Ш
Для большей универсальности станка на поворотной головке монтируют накладную фрезерную головку 2, которая позволяет обработать на станке детали сложной формы не только фрезерованием, но и сверлением, зенкерованием, растачиванием и т. д..
В некоторых станках этого типа (рис. 3) отсутствует консоль, а вместо нее по вертикальным направляющим станины 1 перемещается каретка 2. Каретка имеет горизонтальные направляющие для салазок З с вертикальной рабочей поверхностью и Т-образными пазами, на которых крепят стол 4, делительные и другие приспособления.

Рис. 3 Бесконсольный универсальный станок

Фото инструментального фрезерного станка СФ-676
Широкая универсальность станка позволяет использовать его в экспериментальных и инструментальных цехах для производства кондукторов, зажимных приспособлений всех типов, инструментов, штампов, пресс-форм и других деталей.
Вертикальный консольно-фрезерный станок (рис. 4) в отличие от горизонтально-фрезерного имеет вертикально расположенный 8 шпиндель, который в некоторых моделях станков допускает смещение вдоль своей оси и поворот вокруг горизонтальной оси, расширяя тем самым технологические возможности станка.

Рис. 4. Вертикально-фрезерный станок

Фото вертикального консольно-фрезерного станка 6Р12
Вертикально- и горизонтально-фрезерные бесконсольные станки (рис. 5, 6) предназначены для обработки вертикальных, горизонтальных, наклонных поверхностей, пазов в крупногабаритных деталях. В отличие от консольно-фрезерных станков, в этих станках отсутствует консоль, а салазки 2 и стол З перемещаются по направляющим станины 1, установленной на фундамент. Такая конструкция станка обеспечивает более высокую его жесткость и точность обработки по сравнению со станками консольного типа, позволяет обрабатывать детали большой массы и размеров.

Рис. 5. Вертикально-фрезерный бесконсольный станок

Фото бесконсольного вертикально-фрезерного станка STALEX XA7140

Рис. 6. Горизонтально-фрезерный бесконсольный станок
Шпиндельная головка 5, являющаяся и коробкой скоростей, имеет установочное перемещение по вертикальным направляющим стойки 6. Кроме того, шпиндель 4 вместе с гильзой можно сдвигать в, осевом направлении пр њ точной установке фрезы на требуемый размер.
Другой группой фрезерных станков являются продольно-фрезерные станки (рис. 7), которые используют для обработки крупногабаритных деталей, главным образом, торцовыми, а также цилиндрическими, Рис. 8. Продольно-фрезерный станок концевыми, дисковыми кт фасонными фрезами.

Рис. 7. Продольно-фрезерный станок

Фото продольно фрезерного станка 6М610Ф11
Станки делятся на одностоечные и двухстоечные. В четырехшпиндельном двухстоечном продольно-фрезерном станке станина 1 имеет стол 2 и портал, состоящий из двух стоек 6 и балки 7.
По направляющим стоек перемещается траверса 4 и две горизонтальные поворотные фрезерные головки З. Две другие фрезерные головки 5 перемещаются по направляющим траверсы. Обработку деталей можно производить при движущемся столе и неподвижных фрезерных головках, при неподвижном столе- м подаче головок или при одновременно движущихся столе и фрезерных головках.
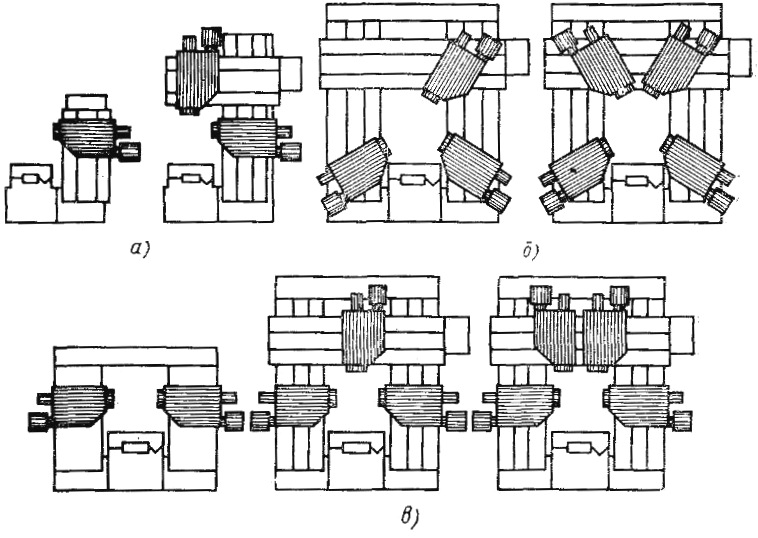
Рис. 8. Схемы компоновок продольно-фрезерных станков:
а—одностоечных; б—двухстоечных с поворотными фрезерными головками; в— двухстоечных с неповоротными фрезерными головками
Схемы других компоновок продольно-фрезерных станков с различным числом фрезерных головок приведены на рис. 8.
Фрезерные станки непрерывного действия (барабанно-фрезерные и карусельно-фрезерные) позволяют вести установку и съем заготовок без остановки рабочих движений станка.
Карусельно-фрезерные станки (рис. 9) предназначены для обработки поверхностей различных деталей торцовыми фрезами в условиях массового, крупносерийного и единичного производства. Станок может иметь один или несколько шпинделей З. В последнем случае в один из шпинделей устанавливают фрезу для чистовой обработки. Шпиндельная головка 2 перемещается по• вертикальным направляющим стойки 1.

Рис. 9. Карусельно-фрезерный станок
Конструктивной особенностью станок этого типа является непрерывно вращающийся стол 4, который сообщает установленным на нем деталям движение подачи. Таким образом, детали последовательно вводят в зону обработки. Стол, кроме того, имеет установочное полеречное перемещение вместе с салазками 5 по направляющим станины 6.
Барабанно-фрезерные станки (рис. 10) применяют при обработке поверхностей корпусных деталей в условиях массового и крупносерийного производства. Обрабатываемые заготовки закрепляют на вращающемся барабане 2 и получают от него движение подачи, четыре фрезерные головки (две верхних З— для черновой обработки, а две нижние 1— для чистовой) установлены на двух стойках 4 и перемещаются по вертикальным направляаощим.

Рис. 10. Барабанно-фрезерный станок
Копировально-фрезерные станки (рис. 11 и 12) предназначены для фрезерования поверхностей сложной формы: штампов, пресс-форм, лопаток турбин, кокилей, металлических моделейг копиров, заготовок некруглых колес и т. п. Процесс обработки осуществляют по копиру 4, действие которого на копировальное устройство З вызывает соответствующее перемещение инструмента 2 относительно заготовки 1.

Рис. 11. Вертикальный копировально-фрезерный станок

Рис. 12. Горизонтальный копировально-фрезерный станок
В качестве копира может служить шаблон, эталонная деталь, модель, чертеж и др., а в качестве копировального устройства — щуп, копировальный палец или ролик, фотоэлемент. Копир через копировальное устройство воздействует на исполнительные органы (стол 6, салазки или траверсу 7, шпиндельный узел 8) , при этом фреза и заготовка в относительном движении воссоздают поверхность, заданную на копире.
Существует два вида копировального фрезерования — контурное и объемное. При контурном копировании кривая копира
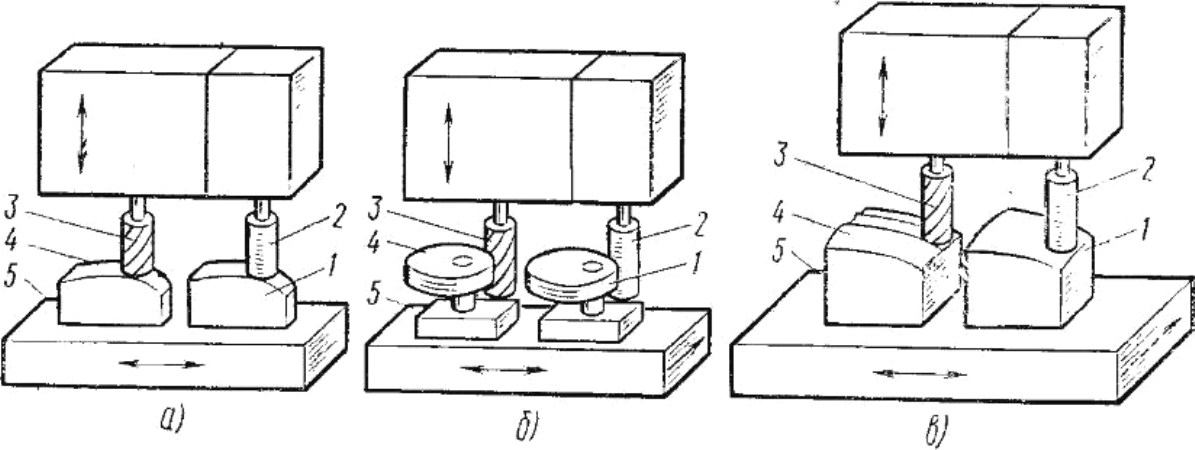
Рис. 13. Виды копировального фрезерования: а, б—контурное; в—объемное
может располагаться в плоскости, параллельной (рис. 13,a) или перпендикулярной (рис. 13, б) оси фрезы. В первом случае стол 5 с заготовкой 4 и копиром 1 перемещаются в продольном направлении, а слежение за изменением кривой осуществляется за счет вертикального перемещения копирного пальца 2 и фрезы 3 (или стола). Во втором случае стол 5 с заготовкой 4 и копиром 1 перемещается в продольном и поперечном направлениях соответственно форме кривой копира.
При объемном копировании (рис. 13, в) пространственно-сложная поверхность заготовки 4 обрабатывается фрезой 3 последовательно, путем нескольких параллельных рабочих ходов (строк) стола 5, т. е. при каждом рабочем ходе фактически выполняется контурное копирование. В конце прохода происходит смещение фрезы относительно заготовки в направлении, перпендикулярном строке, на величину поперечной подачи и выполняется следующий рабочий ход и т. д..
Копировально-фрезерные станки могут работать по двум схемам слежения: простого действия и с обратной связью. В схеме простого действия фреза и копировальный щуп жестко связаны между собой и перемещение щупа по копиру непосредственно передается фрезе. В схеме с обратной связью отклонение копкровального щупа вызывает рассогласование в положении щупа относительно фрезы. Результат этого рассогласования поступает в следящую систему, которая выдает сигнал исполнительному устройству (столу или фрезе) на корректировку траектории движения режущего инструмента.
В этом случае нет не только жесткой связи копира и фрезы, по копир не воспринимает силы резания, а только передает сигнал исполнительным органам о необходимости изменения их относительного положения.
Копировально-фрезерные станки выполняют с вертикальным расположением шпинделя и горизонтальной поверхностью стола, а также с горизонтальным расположением шпинделя и вертикальной поверхностью для крепления заготовок.
На станине 5 копировально-фрезерного станка с вертикальным шпинделем (см. рис. 11) установлены поперечные салазки 7, по направляющим которых в продольном направлении перемещается стол 6 со столом 10 копиров. Шпиндельная головка 8 с копировальным устройством З смонтирована на стойке 9. Копирующими движениями являются продольное движение стола и поперечное перемещение салазок, а в некоторых моделях станков и вертикальное перемещение шпиндельной головки.
Копировально-фрезерный станок с горизонтальным шпинделем и вертикально расположенной плоскостью для крепления заготовок изображен на рис. 12. По горизонтальным направляющим станины 5 перемещается стол 6 с нижней 9 стойкой для закрепления заготовки 1 и верхней 10 стойкой для» установки копира 4. Шпиндельная бабка с копировальным следящим устройством 3 перемещается в поперечном направлении по траверсе 7, которая движется по вертикальным направляющим передней стойки 11.
Работу на станке можно выполнять методом строк (при этом задающей является горизонтальная подача стола или вертикальная подача шпиндельной бабки, а следящей — поперечное перемещение шпиндельной бабки) и методом контурного копирования (в этом случае обход фрезеруемого контура осуществляется вертикальной подачей шпиндельной бабки и горизонтальной подачей стола) .
К числу копировально-фрезерных станков прямого действия относятся станки (рис. 14), в которых копировальный щуп 2 передает движение фрезе через пантограф 6.

Рис. 14. Копировально-фрезерный станок с пантографом
Такие станки применяют в основном для легких фрезерных и гравировальных работ. При использовании пантографа производят не только копирование, нр и уменьшение масштаба заготовки по отношению щкопиру.
Перемещение щупа по копиру 1, установленному на столе 3 станка, передается фрезерному шпинделю 5, который при обработке заготовки 4 описывает контур, геометрически подобный копиру. Стол станка с заготовкой может перемещаться вручную в трех взаимно-перпендикулярных направлениях.
К типу разных фрезерных станков относятся шпоночно-фрезерные, фрезерно-центровальные, торцефрезерные и др..
Шпоночно-фрезерные станки предназначены для фрезерования врезных шпоночных канавок концевыми фрезами. Существует два способа прорезания шпоночных канавок. При первом способе фреза сначала врезается на полную глубину канавки, а затем перемещается в продольном направлении. При втором способе (маятниковом) фреза совершает возвратно-поступательное движение вдоль шпоночной канавки, врезаясь после каждого хода на некоторую глубину.

Рис. 15. Шпоночно-фрезерный станок
Вертикальный шпоночно-фрезерный станок (рис. 15) имеет основание 1, на котором установлена стойка 2. По вертикальным направляющим стойки перемещается консоль 3. Стол 4 станка имеет только установочное поперечное перемещение по направляющим консоли. На верхней части стойки закреплена головка 5 с продольными направляющими для движущейся возвратно-поступательно шпиндельной каретки 6. Шпиндельный узел 7 каретки перемещается по вертикали в конце каждого рабочего хода на заданную глубину резания.
Фрезерно-центровальные станки предназначены для двустороннего фрезерования и зацентровки торцов валиков, которые затем обрабатывают на токарном станке.
На рис. 16. a показан один из фрезерно-центровальных станков. На продольных направляющих станины 1 расположены две каретки 2, по направляющим которых в поперечном направлении перемещаются фрезерные 4 и сверлильные 5 головки.

Рис. 16. Фрезерно-центровальные станки
Заготовку закрепляют в тисках 3, установленных неподвижно на станине. Заготовку обрабатывают последовательно — при перемещении кареток с головками сначала фрезеруют торцы заготовки, а затем, когда каретка доходит до упора, включают сверлильные головки и производят зацентровку торцов.
На фрезерно-центровальных станках барабанного типа (рис. 16, б) заготовки устанавливают в трехпозиционном барабане 6, который периодически поворачивается. На станке можно фрезеровать оба торца, сверлить центровые отверстия и одновременно разгружать — загружать заготовки, что значительно повышает производительность станка.
Кроме рассмотренных фрезерных станков промышленность выпускает еще много других специализированных агрегатных станков. Отдельную группу составляют зубо- и резьбофрезерные станки, применяемые для нарезания зубчатых колес и резьб.
За последнее время широкое применение в промышленности находят фрезерные станки с ЧПУ. Основные части этих станков, рабочие и вспомогательные движения такие же, как и у станков, рассмотренных выше. Однако имеются отличия в конструкции отдельных узлов и механизмов станков, кинематике и особенно в принципе их работы.
ИНТЕРЕСНЫЕ СТАТЬИ И ПОЛЕЗНЫЕ КНИГИ
- Назначение и классификация фрезерных станков
- Фрезерные станки HECKERT - конструктивные и технические особенности
- Приспособления для установки заготовок на фрезерных станках
- Приспособления и оснастка к мини фрезерным станкам
- Фрезерные и гравировальные мини-станки с ЧПУ
- Маленькие фрезерные станки по металлу
- ОАО «СтанкоГомель» - лучшие фрезерные станки для производства
- Микромодели токарных и фрезерных станков
- Чудные механизмы - о маленьких токарных, фрезерных, строгальных станках
- Фрезерные станки А. Г. Ничков










Вопрос: Для чего нужно УЦИ (устройство цифровой индикации) на станках?
Ответ: УЦИ - это электронные устройства, способные принимать данные, передаваемые системами промышленной автоматизации, и отображать их в виде чисел, надписей или графики на ...
Подробнее
Вопрос: Что такое пусконаладочные работы (ПНР) токарного станка и что включают
Ответ:
1. Проведение визуального осмотра станка, его механической и электрической частей для обнаружения возможных поломок, возникших при доставке станка к Покупателю. 2. Проверка установки токарного станка ...
Подробнее
Вопрос: Какое машинное масло заливать в станки JET, ПРОМА, KNUTH, STALEX, OPTIMUM, SILOMA, PILOUS, UMT?
Ответ:
Согласно инструкции рекомендуются масла импортного производства. Но отлично подойдут машинные индустриальные масла российского производства марки .....
Подробнее