Отечественные протяжные станки


Назначение и принцип работы протяжных станков
Протяжные станки предназначены для обработки внутренних и наружных поверхностей различной формы чаще всего в условиях серийного и массового производства. Станки обладают значительной эффективностью, обеспечивают высокую точность обработки и при этом просты по конструкции и в работе.
По характеру работы они делятся на станки для внутреннего и наружного протягивания, по расположению инструмента — на горизонтальные и вертикальные. Станки могут быть универсальными и специальными.
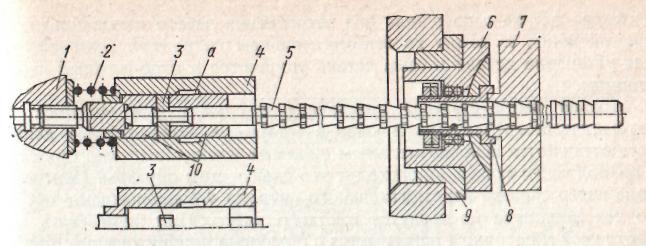
Одна из схем протягивания показана на рисунке. Хвостовик протяжки 5 пропускают через отверстие обрабатываемой детали 7 и втулку 8 приспособления 6, установленного в опорной плите 9. Левый конец протяжки закрепляют в автоматическом патроне, состоящем из корпуса 4, специальной втулки 10 с внутренним диаметром, соответствующим протяжке, и двух сухарей 3. В показанном положении пружина 2, распирая деталь 1, связанную со штоком силового цилиндра, и корпус 4, сдвигает сухари 3, вследствие чего последние захватывают хвостовик протяжки. Когда протяжка перемещается влево, происходит обработка отверстия. Во время холостого хода протяжка возвращается в исходное положение. Корпус 4, подойдя к приспособлению 6, упирается в него и останавливается. Шток поршня и муфта 1, продолжая движение и сжимая пружину 2, сдвигают втулку 10 вправо, сухари 3 попадают в выточку а, и движение прекращается. Теперь хвостовик протяжки можно свободно вытащить из отверстия втулки 10, вставить в следующую деталь и, установив снова, начинать обработку.
Превосходство протягивания перед иными методами механической обработки заключается в том, что протягивание обеспечивает высокую точность и качество обрабатываемой поверхности, а также значительную эффективность.
Протяжные станки требуют небольшого производственного участка, просты в конструкции обслуживании, легко поддаются автоматизации и встраиваются в автоматические линии.
Главными минусом протягивания являются значительная цена и сложность изготовления инструмента — протяжек, обладающих к тому же невысокой стойкостью.
Максимальное распространение протяжные станки получили в автотракторном, сельскохозяйственном, транспортном, энергетическом и подъёмно-транспортном машиностроении.
Горизонтально-протяжной станок (7А523, 7А534, 7А545, 7555)
Направляющая каретки, при помощи гидравлического привода перемещает ползун, заканчивающийся приспособлением, фиксирующим протяжку. В случае если применяется длинная протяжка — её конец поддерживается при помощи подвижного люнета. Заготовка устанавливается в середине конструкции и передвигается через протяжку по ползуну.
Вертикально-протяжной станок (7А712, 7А723, 7А724, 7А733, 7А734, 7А612, 7А621, 7А623, 7А633, 7А634, 7А635, 7А644, 7655, МП7А773, МП7А783, МП7А784, МП7А785)
Ползун, несущий протяжку, передвигается по вертикальной направляющей каретки. Вращение осуществляется при помощи двух бабок (первая вращается, вторая поддерживает вращение). В ходе обработки заготовки протяжка передвигается в сторону вращающегося вала.
Протяжка представляет собой длинный, тонкий, прямоугольный инструмент с большим количеством лезвий. Врезаясь в металл, она формирует в металлоконструкции отверстия нужной формы.
Наиболее распространены горизонтально-протяжные станки для внутреннего протягивания, вертикально-протяжные для наружного и внутреннего протягивания и горизонтально-протяжные для непрерывного протягивания.
Приобрести отечественный горизонтально-протяжные станки и вертикально-протяжные станки по выгодной цене можно в компании ООО "Станочный Мир".
ИНТЕРЕСНЫЕ СТАТЬИ И ПОЛЕЗНЫЕ КНИГИ
- Что такое подшипник. Классификация и маркировка подшипников качения
- Основные типы фрезерных станков и их компоновка
- Шлифовальные станки - назначение, классификация, расшифровка
- Схемы компоновки токарных станков
- Протяжки для обработки отверстий Д. К. Маргулис, М. М. Тверской, В. Н. Ашихмин и др.
- Отечественный токарный станок ГС526У – лучший выбор
- Отечественные координатно-расточные станки
- Чудные механизмы - о маленьких токарных, фрезерных, строгальных станках
- Протягивание В. Н. Ашихмин
- Необычные маленькие токарные станки из дерева, алюминия и стали







Вопрос: Для чего нужно УЦИ (устройство цифровой индикации) на станках?
Ответ: УЦИ - это электронные устройства, способные принимать данные, передаваемые системами промышленной автоматизации, и отображать их в виде чисел, надписей или графики на ...
Подробнее
Вопрос: Что такое пусконаладочные работы (ПНР) токарного станка и что включают
Ответ:
1. Проведение визуального осмотра станка, его механической и электрической частей для обнаружения возможных поломок, возникших при доставке станка к Покупателю. 2. Проверка установки токарного станка ...
Подробнее
Вопрос: Какое машинное масло заливать в станки JET, ПРОМА, KNUTH, STALEX, OPTIMUM, SILOMA, PILOUS, UMT?
Ответ:
Согласно инструкции рекомендуются масла импортного производства. Но отлично подойдут машинные индустриальные масла российского производства марки .....
Подробнее